




Магнітопорошковий контроль
від 200 ₴/м
- Послуга

- +380 (96) 977-09-98офіс
- +380 (50) 560-71-78автотовари
- +380 (56) 379-00-43офіс
Магнітний контроль (магнітопорошковий)
Магнітопорошковий контроль знайшов широке застосування в авіації, залізничному транспорті, хімічному машинобудуванні, у разі контролю великогабаритних конструкцій, магістральних трубопроводів, об'єктів під водою, суднобудуванні, автомобільної та в багатьох інших галузях промисловості. Магнітопорошковий метод контролю має високу продуктивність, наочність результатів контролю та високу чутливість. У разі правильної технології контролю деталей цим методом виявляються тріщини втоми та інші дефекти в початковій стадії їх появи. Так під час використання магнітної суспензії з чорним порошком надійно виявляються поверхневі мікротріщини розміром: ширина розкриття від 0,001 мм і більше, завглибшки 0,01-0,03 мм і більше.
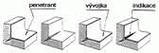
Залежно від магнітних властивостей матеріалу, форми та розмірів контрольованої деталі, наявності на ній немагнітного покриття застосовують два способи контролю:
Контроль на залишковій намагніченості
Контроль у прикладеному полі.
Контроль способом прикладеного поля проводять у таких випадках:
— деталь виготовлена з магніто-м'якого матеріалу, що має коерцитивну силу Нс<9,5 А/см (12 Е; 0,95 кА/м), наприклад, зі сталей ст.3, ст.10, ст.20 та ін.;
— деталь має складану форму або мале подовження (відношення довжини деталі до її діаметра), тому її не вдається намагнітити до досить високої залишкової намагніченості;
— деталь контролюють для виявлення підповерхневих дефектів на глибині понад 0,01 мм або дефектів, прихованих під шаром немагнітного покриття (шарова хрому, цинку, фарби завтовшки більш ніж 0,03-0,05 мм);
— деталь має великий діаметр, а розрахована потужність дефектоскопа недостатня для отримання необхідної сили струму для намагнічування такої деталі;
— якщо контролюють невеликі ділянки великогабаритної деталі за допомогою переносних — електромагнітних або із застосуванням дефектоскопів на постійних магнітах;
— якщо контролюють деталі з використанням електромагнітних постійної струму.
Контроль способом залишкової намагніченості проводять у таких випадках:
— деталь виготовлена з магнітотвердого матеріалу, що має коерцитивну силу Нс > 9,5 А/см;
— контроль проводять для виявлення поверхневих дефектів;
— намагнічувальний пристрій дає змогу створити поле напруженістю, близькою до Нm.
Контроль на залишковій намагніченості має низку істотних переваг:
— можливість встановлення деталі, що перевіряється в будь-яке зручне положення для гарного освітлення поверхні та огляду неозброєним оком, з застосуванням луп, мікроскопів
та інших оптичних приладів;
— можливість нанесення суспензії як способом поливання, так і одночасним зануренням кількох деталей у ванну зі суспензією;
— простота розшифрування осаджень порошку, позаяк під час контролю способом залишкової намагніченості порошок менше осідає за ризиками, наклепу, місцям грубого оброблення поверхні;
— менша можливість перегрівання деталей у місцях їхнього контакту з дисками затискного пристрою дефектоскопа;
— часто забезпечується вища продуктивність контролю.
Фахівці нашого підприємства контролюють:
лиття, поковок, заготівок, деталей;
прокату, аркушів;
зварювання та наплавки;
труб;
металоконструкцій та ін. обладнання та виробів.
- Ціна: від 200 ₴/м
